Disclaimer: the purpose of this article is to briefly comment on the concepts related to the above issue. This article is by no means intended to be exhaustive and cannot substitute the advisory services of a welding expert or a certification body.
The manufacturer has to write a new Welding Procedure Specification (WPS) when it comes to preparing welds. Indeed, one or more WPS can be written based on the Qualified Range of a Procedure Qualified Record (PQR) held by the company.
The implementation of a WPS editing and archiving system is necessary when a company works with tight production deadlines.
WPS qualification steps, PQR and Qualified Range recap
The qualification of a WPS requires the creation of a qualification coupon (according to EN ISO 15614-1) or a pre-production assembly (according to EN ISO 15613). In some cases, other standards regulate the qualification of a WPS without a coupon, but we do not cover them here.
When the coupon is successfully verified by a third party, it follows a PQR containing a Qualified Range. This range covers the Ø and thickness scope (but this can also include materials, filler metals and other parameters).
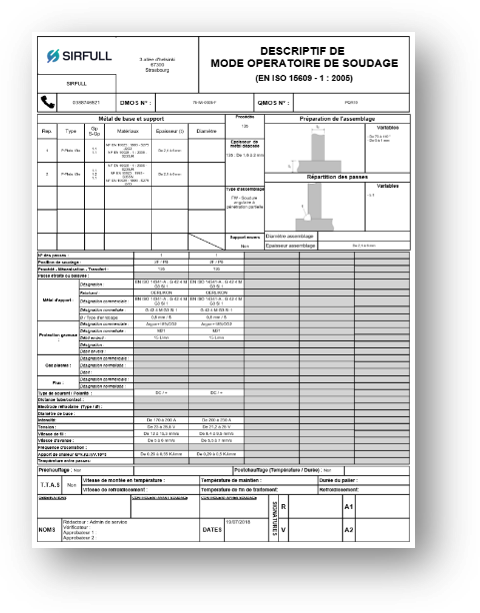
image 1: WPS wrote in EN ISO format with the application SIRFULL welding
Writing a WPS using the a baseline PQR
It means that the WPS is compliant and qualified to address one or more assemblies (see Figure 1). Beyond this range, a new WPS and a new qualification are required.
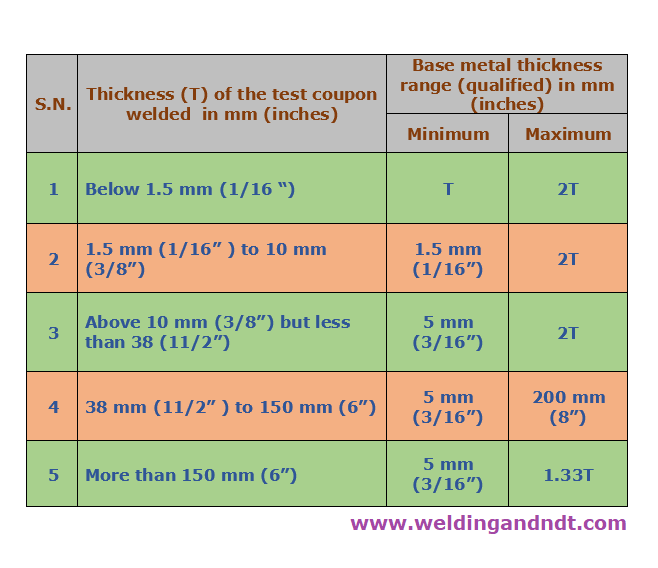
image 2: Qualified Range from ASME Boiler and Pressure Vessel Code 2019, section IX tableau QW 451.1. Source: weldingandndt.com
In this example, it is quite easy to find the thickness range for which a welding procedure might be qualified.
However, this task should be put in perspective because of the time pressure experienced by the Welding Coordinator.
Problem with the drafting of the WPS and tight production deadlines
The manufacturer is experiencing tight business management deadlines, i.e. having to produce quickly after the order, which means less time to qualify and prepare the manufacturing. This constraint puts significant pressure on the interpretation of the Qualified Range and the drafting of the new WPS during the course of the project.
However, the development of the WPS wouldn’t be a problem if it wasn’t a lengthy process.
Why writing WPS is tedious?
Individual experiences may differ. Nevertheless, a WPS is written according to the type of process, type of assembly, position, grade, group, thickness, etc. An internal codification can also be set up to harmonizing the company’s WPS library.
Indeed, the WPS library will grow as orders come in.
picture 3: PQR reference number
The questions that emerge are::
-
- With which tools are you going to write these WPS: Excel to interpret the Range and write the WPS (or Word to layout)?
- Do you systematically intend to fill them in yourself? Knowing that many of the WPS fields are redundant (position, group, trade names of filler metals etc.).
- Then, what will be the reference archiving mode of the WPS: paper and/or folder on a local server? How will this database be accessible and who will be able to use and update it? Moreover, how will the updates, verification and approval of these documents be traced?
The challenge here is to use an efficient system to quickly recover existing WPS in a solid database.
What is an effective system for writing a WPS that conforms to the baseline PQR Qualified Range?
A well-functioning system simplifies the writing of your WPS but also enhances your know-how and saves time in the welding procedures document management.
This system is developed by the coexistence of various tools. However, there is a stage where you won’t go faster and the reality of the field will lead you towards documentary mistakes, delays or the ordering of “sub-optimized” or ” unnecessary ” PQRs (i.e. PQRs carried out without preliminary tests, at the same time as the flow of parts in the workshop).
A system such as SIRFULL Welding allows you to quickly write and archive online WPS in EN ISO or ASME format (see video 1).
The functionality presented above shows you how the solution automatically writes an initialised WPS based on PQR reference data. The system selects the baseline PQR using the matching Qualified Range in the library and by using assembly parameters.
This automatic generation of WPS makes it much easier to provide the customer with the welding data book.
Attached to a welding data book or separately drafted (WPS-P), you edit WPS in English, French, German or Italian in the standardized EN ISO or ASME forms.
How do I purchase SIRFULL Welding?
SIRFULL Welding is an application available in the cloud with no need for installation, i.e. rapidly deployed (less than a week for any order free of customization and settings).
As publisher, integrator and trainer, the SIRFULL team will assist you directly in the stages of your project (possible customization of the application, deployment, training, coaching and support).
To learn more and see the solution in action, book your demonstration now.